信息摘要:
双螺杆造粒机在整个生产过程中,它的挤压系统发挥着一个非常重要的角色,所以我们如果想要机器发挥出良好的性能的话,就要先了解它的挤压系统,一般机器的挤压系统都是由螺杆...
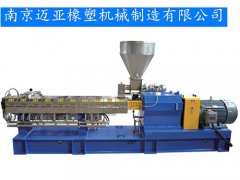
双螺杆造粒机在整个生产过程中,它的挤压系统发挥着一个非常重要的角色,所以我们如果想要机器发挥出良好的性能的话,就要先了解它的挤压系统,一般机器的挤压系统都是由螺杆、料筒、料斗、以及机头和模具等等几个结构组成的,并且如果运转过程中发生了故障,我们也要学会对这些故障进行分析。在文章中小编就围绕着这两方面来给大家做一个详细的介绍,赶紧来看看吧!
双螺杆造粒机挤压系统的组成:
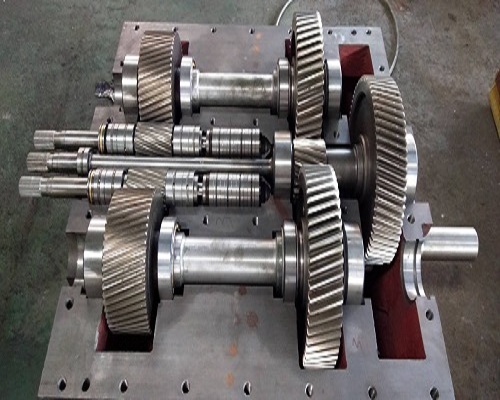
1、螺杆
它是双螺杆造粒机的主要部件,直接关系到双螺杆造粒机的应用范围和生产率,采用高强度耐腐蚀合金钢制成。
2、料筒
它是一种金属圆筒,一般采用具有高耐热性、高抗压强度、强耐磨性和耐腐蚀性的合金钢或内衬合金钢的复合钢管制作而成。铲斗和螺杆配合实现塑料破碎、软化、熔化、塑化、排气和压实。
3、料斗
料斗底部安装有切割装置,用于调节和切割双螺杆造粒机的物料流量,料斗侧面安装有观察孔和校准计量装置。
4、机头和模具
机头内装有成型模具,机头由合金钢内套和碳钢外套制作而成。模具的作用是将旋转的塑料熔体转化为平行的直线运动,均匀稳定地引入模盖,对塑料施加必要的成型压力。
双螺杆造粒机的故障分析:
1、主电机扭矩过高
油润滑系统故障、主电机输出轴与齿轮箱入口轴对准不良、电机和离合器振动等。会损坏主电机轴承,导致扭矩过大。此外,进料负荷过大或物料熔化不良也会导致双螺杆造粒机主电机扭矩过大。
2、摩擦离合器有故障
双螺杆造粒机主电机瞬时启动电压过低,摩擦盘和摩擦片之间过热,摩擦盘和摩擦片老化,摩擦片气压过低。
3、熔体压力高
熔体压力高可能是由于过滤网目数高、聚丙烯粉末熔融指数低和进料速度大、各段料筒温度低导致材料熔融不完全、模板开口率低导致模具材料挤压受阻造成的。
4、系统故障
刀具过度磨损或刃口损坏、颗粒水流量过低、造粒机振动过大、刀具与模板配合过紧、物料熔融指数波动过大导致出料流量不一致、颗粒水温度过高都会导致双螺杆造粒机停机,导致整个机组联锁停机。
在看完文章之后,大家是不是对于双螺杆造粒机的相关知识更加了解了呢?大家看完文章以后如果还有什么疑惑的话,可以随时来联系小编!