南京迈亚橡塑机械制造有限公司
专注于双螺杆挤出机品牌
诚信为本,服务至上
1395203660013376059068
1395203660013376059068

热门关键词: 三螺杆挤出机 双螺杆挤出机 双螺杆配件 双螺杆造粒机
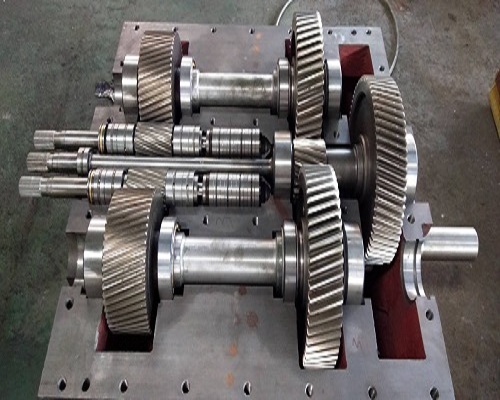
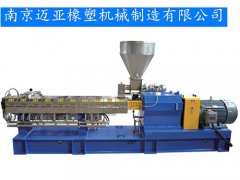
在前面的几篇文章里,小编给大家介绍了关于普通双螺杆造粒机的一些相关知识,大家应该也已经有所了解了吧,那么下面小编就要跟大家聊一聊双螺杆造粒机的其中一个种类,就是双螺杆塑料造粒机,该设备是在造粒机的机筒内有两根螺杆啮合工作,共同完成对塑料的强叫前推进输送和塑化工作的机械。主要用于橡塑和工程树脂的填充、共混、改性、增加、氯化、聚丙烯和高吸水性树脂的加工。下面小编将详细的给大家介绍一下双螺杆塑料造粒机的功能参数及设定原则,大家一起来看看吧。

1、“D”为直径,衡量产量大小的一个重要参数。
2、“L/D”,指长度与直径的比例,直接影响到塑化度,是衡量用途的标志,一般塑料改性,用30-40左右,常用36:1或40:1。
3、“H”,螺槽深度,指其容料空间之大小。
4、“e”螺棱厚度,加工时体现在剪切的尺寸。
5、“6”螺杆与机筒之间隙,挤出机质量的一个重要参数,一般在0.3-2mm,越过5mm挤出机是警介线。
6、“N”主机转速,指其最高值,指一个加工调整范围,极大影响产量及中高低速之划分。(国产机一般500-600r/min)
如:max:600r/min,低速:350r/min、中速230-240r/min、高速450-600r/min。
7、“P”,电机功率及加热功率。

一、玻纤系,温度太低,树脂半融,到后段玻纤包覆性差。温度太高,树脂流动提高,温炼与剪切作用变小,甚至出现高温降解,其设定原则:
1、据基料不同和玻纤含量不同。
2、扣除螺杆剪切输入的热量,略高于基料熔点范围内。
3、熔融段后段(即玻纤加入口)熔体流动状况。
二、填充系,(提供强剪切使填充物,充分分散),熔融段高出基料熔点10~20℃(尽量提高),使物料充分熔融均匀分布。
三、阻燃系,(保护好阻燃剂),其温度要偏低,特别是白色材料,尽可能降低。
四、玻纤增强阻燃系,设定温度介于前面两者间,以物料基本熔点为依据。
五、合金系,以两组熔融温度为依据,同时考虑组分比例及组分之热敏性等,适当调整温度
例如PC/ABS(6:4),PC:熔点230度左右,分解点350度左右。ABS:熔点180~190度左右,分解点245-290度左右——因此PC/ABS加工温度230-250度——考虑到其他助剂,如相容剂,润滑剂的热稳定性等等。
关于双螺杆塑料造粒机的功能参数及设定原则的介绍就是这么多了,平时会使用到该设备的朋友可以参考一下上面的内容,还是比较专业的,大家了解一下就可以了。