南京迈亚橡塑机械制造有限公司
专注于双螺杆挤出机品牌
诚信为本,服务至上
1395203660013376059068
1395203660013376059068

热门关键词: 三螺杆挤出机 双螺杆挤出机 双螺杆配件 双螺杆造粒机
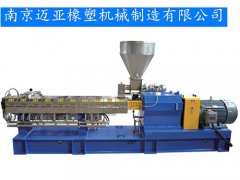
双螺杆挤出机的试车操作和安装过程一般要有熟悉工艺过程的人来操作,能便于在试车过程中发生意外时采取措施,防止事故的发生,同时也避免机器故障的发生,那么,双螺杆挤出机的试车和安装是怎样的,关于这个问题的解答,小编整理出了以下的内容,请大家带着这个问题来看下面的文章!

1、检查减速箱和分配齿轮箱中的46号齿轮油是否达到油标处,若没有达到,应加油到油标处。
2、启动主电机观察检查它的转向是否正确,请注意,如果转向不对应立即关车。螺杆必须向外旋转。
另还要注意:机器应尽可能避免在空载下运转,以免螺杆与机筒刮毛或螺杆咬死,如空车试车,机筒内应加润滑油。
3、检查排气电机和真空泵以及所有风机的旋转方向是否正确。
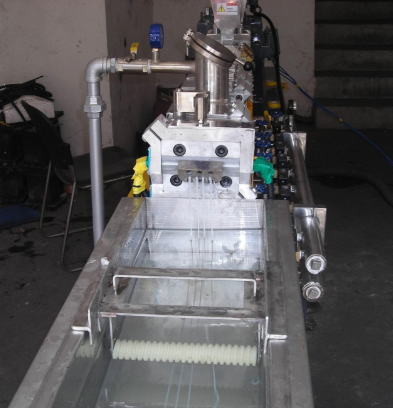
4、打开冷却装置,通入冷却水,检查管路是否畅通,有无泄漏现象。
5、上述试验一切正常后,即可接通加热开关,检查加热及冷却是否正常,入正常即可进行预热。
6、观察温度,当各加热区的温度达到所需数值时,保温30分钟后然后启动主机,并开始加料,先慢速直到机头模口出料,再逐渐加速到工艺所需的转速,再调节加料螺杆转速,并启动真空泵进行排气,此时检查挤出制品质量(包括塑化质量、外观质量、内在质量)是否达到标准。
7、适当调整转速及各段加热温度,直到获得最高制品质量和最佳工艺条件为止。
8、真空泵必须在螺杆充满料时才能启动并在停机前必须关闭真空泵,以免粉料吸入排气装置。
9、做好试车记录,供今后查阅残酷。
10、试车完毕,立即清除机筒和螺杆中的残余塑料(特殊工艺出外),以免妨碍下次生产的顺利进行。

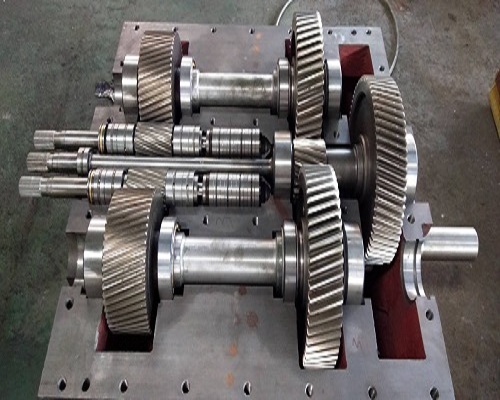
双螺杆挤出机的零部件组成与单螺杆挤出机的零部件组成基本相似。双螺杆挤出机的机筒内有两根螺杆、加料部分采用螺旋强制向机筒内供料,螺杆用轴承的规格和布置比较复杂。
双螺杆挤出机开箱验收
设备开箱验收,是挤出机进厂验收的第一步。开箱验收时,很可能会发现有零件损坏和零件数量与装箱单不符情况。所以,对设备开箱验收,应请供应、运输、设备动力和设备管理人员参加,开箱时共同验收,发现问题及时与供应单位联系交涉。推荐阅读:双螺杆挤出机如何保养
双螺杆挤出机的拆卸和检修螺杆
1、确认料筒内物料完全熔融,拆除机头,抽出螺杆。
2、在抽出螺杆表面的物料、积炭。注意清理过程中所用的工具为铜板、铜棒、及铜丝刷等,不允许使用钢棒敲击。
以上就是小编的介绍,希望对大家了解双螺杆挤出机有所帮助,想要了解更多资讯敬请关注本站。