南京迈亚橡塑机械制造有限公司
专注于双螺杆挤出机品牌
诚信为本,服务至上
1395203660013376059068
1395203660013376059068

热门关键词: 三螺杆挤出机 双螺杆挤出机 双螺杆配件 双螺杆造粒机
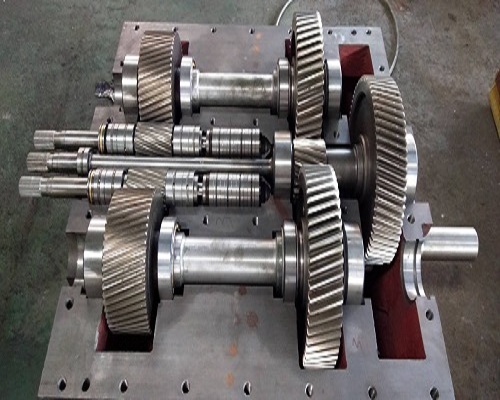
双螺平行杆挤出机作为一种常见的塑料成型加工以及造粒的重要设备,如果能正常使用挤出机可以保证它能发挥极大的作用如保证了高速高性能稳定挤出,延长机器的使用寿命,但是如果使用不当的话就会使平行杆挤出机出现故障,为避免故障发生,除了严格按要求进行日常的维护、保养和检修,关键要严格按照操作规程来使用机器,下面,小编就为大家极大介绍一下挤出机的故障解决方法及其正常的使用方法。

一、双螺平行杆挤出机主电机不能启动
产生原因:开车程序有错。主电机线程有问题,熔断丝是否被烧环。处理方法:检查程序,按正确开车顺序重新开车。检查主电机电路。检查润滑油泵是否启动,检查与主电机相关的连锁装置的状态。变频器感应电未放完,关闭总电源等待5分钟以后再启动。检查紧急按钮是否复位。
二、双螺平行杆挤出机主电机发出异常声音
产生原因:主电机轴承损坏。主电机可控硅整流线路中某一可控硅损坏。处理方法:更换主电机轴承。检查可控硅整流电路,必要时更换可控硅元件。
三、双螺平行杆挤出机主机电流不稳
产生原因:喂料不均匀、主电机轴承损坏或润滑不良、某段加热器失灵,不加热、螺杆调整垫不对,或相位不对,元件干涉。处理方法:检查喂料机,排除故障。检修主电机,必要时更换轴承。检查各加热器是否正常工作,必要时更换加热器。检查调整垫,拉出螺杆检查螺杆有无干涉现象。
四、双螺平行杆挤出机主电机轴承温升过高
产生原因:轴承润滑不良。轴承磨损严重。
处理方法:检查并加润滑剂。检查电机轴承,必要时更换。

1、每次双螺平行杆挤出机开车前要检查机筒内、料斗上下及内部有无异物,检査各部位紧固螺栓有无松动,安全罩是否牢固,各按钮开关位置是否正确,然后在各润滑部位加足润滑油,做好设备的清洁卫生工作。
2、准备开车时,通知设备周围的工作人员。
3、低速启动驱动螺杆转动用电动机,检查主电动机工作电流表指针摆动是否正常,如出现设备工作运转有异常声响或螺杆运转不平稳现象,应立即停车,找有关人员维修解决。
4、螺杆空运转试车不许超过30min,一切正常后安装生产制品用模具,安装模具用连接螺栓,使用前应涂一层二硫化钼或硅油,以方便拆卸。
5、投料生产初期,螺杆用低工作转速,上料要少而均匀,随时察看驱动螺杆转动用电动机的工作电流表指针摆动变化有无异常。
6、双螺平行杆挤出机投入正常生产工作后,操作者要经常检査轴承部位的温度变化。检査电动机及各轴承部位温度时,应用手指背轻轻接触检查部位。设备运转工作中不许用手触碰任何转动零件。

7、拆卸、安装螺杆和模具时,不许用重锤直接敲击零件,必要时应垫硬木再敲击拆卸或安装。
8、清理螺杆、机筒和模具上的残料时,必须用竹或铜质刀、刷清理,不许用钢质刀具刮残料或用火烧烤零件。
9、处理挤出机故障时,挤出机不许开车运行。挤出机螺杆转动、调整模具时,操作者不许面对挤出料筒口,以防止意外事故发生。
10、双螺平行杆挤出机生产工作时操作者不许离岗,如必须离开时,应使挤出机停止运转。
11、停车后拆卸螺杆,残料清理干净后要涂一层防锈油,如果暂时不使用,应包扎好并垂直吊挂在干燥通风处。
12、较长时间停产不用的挤出机和成型模具,应涂好防锈油,封好各出人孔口,以防止异物进入。
以上就是有关双螺平行杆挤出机的常见故障解决办法及其正确使用方法的介绍,想要了解更多资讯敬请关注本站的新闻资讯。