南京迈亚橡塑机械制造有限公司
专注于双螺杆挤出机品牌
诚信为本,服务至上
1395203660013376059068
1395203660013376059068

热门关键词: 三螺杆挤出机 双螺杆挤出机 双螺杆配件 双螺杆造粒机
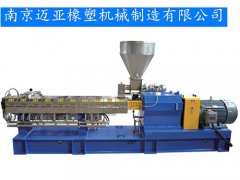
双螺杆挤出机在工业上的挤出制品的成型加工等应用是非常广泛广泛的,同时具有良好的加料性能、混炼塑化性能、排气性能、挤出稳定性等特点,可能大家对它不是很了解,可能对它的组成结构和生产操作步骤比较感兴趣,所以下面,小编就为大家简单介绍一下它的相关信息。

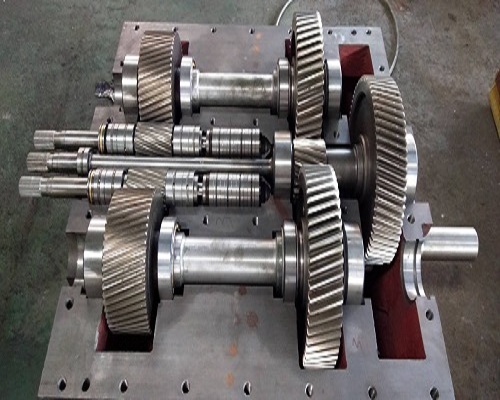
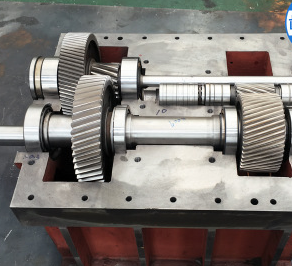
双螺杆挤出机由传动装置、加料装置、料筒和螺杆等几个部分组成,各部件的作用与单螺杆挤出机相似。与单螺杆挤出机的区别之处在于双螺杆挤出机中有两根平行的螺杆置于"∞”形截面的料简中。
用于型材挤出的双螺杆挤出机通常是紧密啮合且异向旋转的,虽然少数也有使用同向旋转式双螺杆挤出的,-般在比较低的螺杆速度下操作,约在10r/min。
高速啮合同向旋转式双螺杆出机,用于配混、排气或作为连续化学反应器,这类挤出机最大螺杆速度范围为300-600r/min。非啮合型挤出机用于混合、排和化学反应,其输送机理与啮合型挤出机大不相同,比较接近于单螺杆挤出机的输送机理,虽然二 者有本质上的差别。

1。开机前备齐挤出物料、纸箱、纸箱端部顶板、托盘、一级干燥车等所需工 具物料:;准备模具管理员指定使用模具。
2。开机时应先打开循环冷却水箱进、出水阀,按下泵、压缩机1 ,启动水冷机。
3。打开真空管道与上挤出室的连接阀,关闭上挤出室放空阀,启动真空泵,待真空度达到1。0时方能投料。
4。启动下轴电机,确定能正常工作,再启动皮带与上轴电机联动。如果连续作业,已确定下轴工作正常,则先启动皮带与_上轴电机,然后启动下轴电机。
5。启动自动切割机:按下启动按钮,程序运行指示灯亮为正常启动状态。如要关闭自动切割机,则按下停止按钮,设备停止工作。
6。机械手启动:打开电源,气钰显示正常、机械手气缸上下动作指示灯和夹紧、松开指示灯均亮起,上滑道定位和减速指示灯也正常亮起,则证明机械手处于正常启动状态。机械手关闭:机械手停止到位,关闭机械手电源,则机械手停止工作。
7。如要停止挤出机,应先停止皮带电机,再依次停止上轴电机、下轴电机。 最后关闭真空管道与上挤出室的连接阀,开启上挤出室放空阀,关闭真空泵。
8。挤出机需停止工作超过2小时,应将模具拆卸并清洗干净。停止工作少于2小时不拆卸清洗,但需要喷水并覆盖保鲜膜防止料凝固堵塞模具。
9。控制真空室物料存量,上限不得超过限位器,下限不得露出挤出螺旋轴;时刻注意上料口物料存量,不要过多使得物料掉落;时刻关注设备有无异常;:定期检查水冷箱水位是否需补水。
10。每次拆卸模具必须及时清洗,清洗后的模具如不使用应立即吹干放入防护油中进行保养。
以上就是小编的介绍,希望对大家了解双螺杆挤出机的组成及其生产操作规程有帮助,想要了解更多相关资讯敬请关注本站的新闻资讯。