南京迈亚橡塑机械制造有限公司
专注于双螺杆挤出机品牌
诚信为本,服务至上
1395203660013376059068
1395203660013376059068

热门关键词: 三螺杆挤出机 双螺杆挤出机 双螺杆配件 双螺杆造粒机
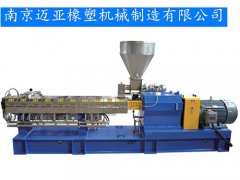
双螺杆挤出造粒机机组的安装在主机、电气控制柜、辅机等部分都是有一定要求的,这样才能保证机器的长久使用,当然它的安装步骤也很重要,比如螺杆和机筒清理干净以后,需把螺杆装回机筒。看似简单的问题。很多人并没有重视,结果开机生产,螺杆都烧红了。下面来谈谈双螺杆挤出造粒机正确的安装要求和方法。

1、主机安装
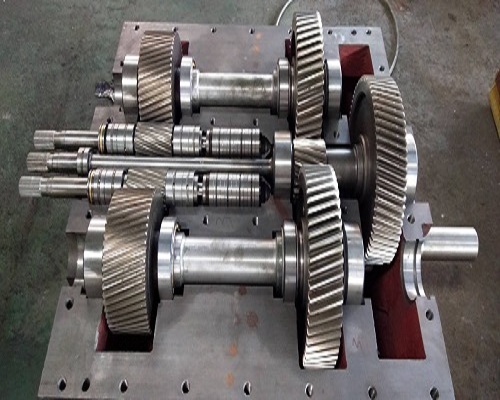
挤出机机头、机筒、螺杆、喂料机、减速分配箱、加热器、 电机和底座等出厂前已安装成整体,真空站和冷却水箱两个部件安装双螺杆主机的外部。主机在出厂前经专门组装调试,新用户一般不宜自行随意拆卸。
挤出机主机安装不需要混凝土基础, 直接放在平整的水泥地面上即可,主机主体安装时,必须调整找正,主机水平度允许偏差为1.0mm/m,找正平面为底座上平面,减速分配箱和电机附近的平面,调整后调整垫铁要求垫实,可用螺栓固定。
向减速分配箱中加入85W或90GL-4齿轮油,液面至油标的2/3处(自下至上)。安装循环系统的冷却水的进出水,真空系统的进出水,润滑油冷却器冷却水的进、回水管。
2、电气控制柜安装
主机和辅机部分均由电气控制柜控制,安装前请阅读详见《电气说明书》和《电气原理图》。
3、辅机安装
安装双螺杆挤出造粒机粒系统。

1、装螺杆之前,在地上把两根螺杆对齐,并紧。来回用手转几圈,螺纹旋转很轻松,没有触碰,摩擦等问题才能装到挤出机筒体中。
2、螺杆和传动箱通过联轴器装好之后,用手盘一下,至少一圈,然后反方面盘至少两圈,转的很轻松无摩擦阻碍,才可以升温,准备生产。
3、温度升至设定温度,并稳定20分钟以上,方可启动主电机。
4、启动主电机使双螺杆在低速位置运转,再启动定量加料装置,根据主机扭矩缓慢加料直至机头出料。流程没有问题后,才可以逐步升速至工艺规定的转速。
5、正常工艺转速后,用螺丝刀大头抵到耳朵,尖头顶着机筒不同的部位,利用声音传导原理听各位螺杆和机筒摩擦的响声。如造粒机运转正常,无摩擦音;如果响声并不大,有可能是螺杆变形或剪切块精度差导致和机筒的摩擦;如有异响必须停机排查原因。
以上就是小编的介绍,希望对大家了解双螺杆挤出造粒机的安装要求和方法有所帮助,请大家相信,好的挤出机,是保证配方成功的关键,好的挤出机,是节约成本的关键。