南京迈亚橡塑机械制造有限公司
专注于双螺杆挤出机品牌
诚信为本,服务至上
1395203660013376059068
1395203660013376059068

热门关键词: 三螺杆挤出机 双螺杆挤出机 双螺杆配件 双螺杆造粒机
双螺杆挤出机在使用时要遵循机械、热处理、减速等原则这样才能保证产品成品的质量,但是要保质保量的双螺杆挤出机利用正确的处理方式进行操作能够生产出高品质产品,那么双螺杆挤出机的使用原则和注意事项有哪些?下面,小编就为大家简单介绍一下。

1、在需要开机的前1小时将机器的电源打开
2、班长根据日排程领取SOP,印字轮,压轮,眼模,等 给员工做生产准备;
3、员工根椐SOP与排程要求核对SOP,首先自检模治具,并开始准备生产物料与设备的附属配件.为生产开机做准备.
4、当物料备齐至机台后,员工按SOP要求对原物料进行自检.
5、若有印字的线材先安装印字轮与压轮,并调好油墨.
6、当机器温度升至到140C左右,方可对机器,机头,螺杆,螺缸进行清理;
7、安妥内外模后,待温度达到SOP规定值时,然后挤出材料看胶化是否混练良好,达到要求后安装过滤网及峰巢板;锁紧机头法栏.准备调机。

1、机械原则
挤出的基本机理很简单的一个螺杆在筒体中转动并把塑料向前推动。螺杆实际上是一个斜面或者斜坡,缠绕在中心层上。其目的是增加压力以便克服较大的阻力。
就一台挤出机而言,有3种阻力需要克服:固体颗粒对筒壁的摩擦力和螺杆转动前几圈时它们之间的相互摩擦力;熔体在筒壁上的附着力;熔体被向前推动时其内部的物流阻力。
牛顿曾解释说,如果一个物体没有向一个给定的方向运动,那么这个物体上的力就在这个方向中平衡。螺杆不是以轴向运动的,虽然在圆周附近它可能横向快速转动。
因此,螺杆上的轴向力被平衡了,而且如果它给塑料熔体施加了一个很大的向前推力那么它也同时给某物体施加了一个相同向后推力。在这里,它施加的推力是作用在进料口后面的轴承——止推轴承上。
多数单螺杆是右旋螺纹,像木工和机器中使用的螺杆和螺栓。如果从后面看,它们是反向转动,因为它们要尽力向后旋出筒体,在一些双螺杆挤出机中,两个螺杆在两个筒体中反向转动并相互交叉。
因此一个必须是右向的,另一个必须是左向的。在其它咬合双螺杆中,两个螺杆以相同的方向转动因而必须有相同的取向。然而,不管是哪种情况都有吸收向后力的止推轴承,牛顿的原理依然适用。
2、热原则
可挤出的塑料是热塑料——它们在加热时熔化并在冷却时再次凝固。熔化塑料的热量从何而来?进料预热和筒体/模具加热器可能起作用而且在启动时非常重要。
但是,电机输入能量——电机克服粘稠熔体的阻力转动螺杆时生成于筒体内的摩擦热量——是所有塑料最重要的热源,小系统、低速螺杆、高熔体温度塑料和挤出涂层应用除外。
对于所有其他操作,认识到筒体加热器不是操作中的主要热源是很重要的,因而对挤出的作用比我们预计的可能要小后筒体温度可能依然重要,因为它影响齿合或者进料中的固体物输送速度。

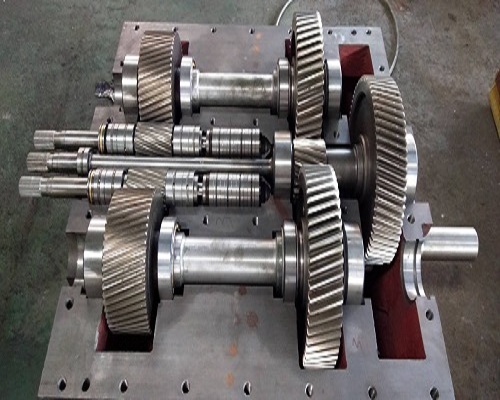
3、减速原则
在多数挤出机中,螺杆速度的变化通过调整电机速度实现。电机通常以大约1750rpm的全速转动,但是这对一个挤出机螺杆来说太快了。如果以如此快的速度转动,就会产生太多的摩擦热量而且塑料的滞留时间也太短而不能制备均匀的、很好搅拌的熔体。
典型的减速比率在10:1到20:1之间。第一阶段既可以用齿轮也可以滑轮组,但是第二阶段都用齿轮而且螺杆定位在最后一个大齿轮中心。
在一些慢速运行的机器中可能有3个减速阶段并且最大速度可能会低到30rpm或更低,另一个极端是,一些用于搅拌的很长的双螺杆可以以600rpm或更快的速度运行,因此需要一个非常低的减速率以及很多深冷却。
有时减速率与任务匹配有误会有太多的能量不能使用——而且有可能在电机和改变最大速度的第一个减速阶段之间增加一个滑轮组。
双螺杆挤出机的使用注意事项:
1、注意提前查看机身筒身的密封性
由于整个挤出机的内部环境是高温密闭的,不能出现一丝一毫的漏缝否则容易导致空气灌入影响内部的升温,因此在使用双螺杆挤出机时首先要提前查看机身内部的密封性是否完整,这样才能保证在后续使用中内部的升温以及将塑料制品融化流程的安全。
2、注意启动机器时要先低速运转
在使用挤出机时不能一开始就进行高速的运转,因为在启动双螺杆挤出机时机器内胆并没有提前预热如果直接进行加速,容易在后续的使用过程中导致机器内部出现烧毁的情况导致内胆工作失败,因此在启动前首先将机器开至低速运转才能进行后续的工作。
3、注意检查螺杆的安装位置
在安装好机器后要额外注意两根螺杆的安装位置,因为双螺杆挤出机的螺杆位置决定了使用机器的效率以及融化原料的速度,两螺杆的位置如果互换容易导致内部运转失败影响后续的原料裁剪以及切割,所以要提前检查好安装的步骤以及安装零件的位置是否得当正确。