南京迈亚橡塑机械制造有限公司
专注于双螺杆挤出机品牌
诚信为本,服务至上
1395203660013376059068
1395203660013376059068

热门关键词: 三螺杆挤出机 双螺杆挤出机 双螺杆配件 双螺杆造粒机
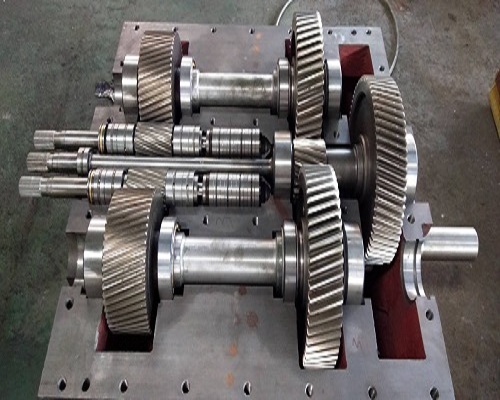
双螺杆挤出机是由螺杆元件、机筒结构、承受轴等各大部分和相关配件组成,机筒内有两根螺杆、加料部分采用螺旋强制向机筒内供料,螺杆用轴承的规格和布置比较复杂。它与单螺杆挤出机比较,双螺杆挤出机在下降出产本钱、进步出产功率上有许多长处,详细如下。

1、螺杆元件
在双螺杆挤出机上应用了同样的工艺任务。最初,将物料计量注入挤出机进料管,开始固体物料的输送。正在加工的物料必须经过一系列的带压、完全填充的混合区域。物料通过混合元件进行热熔处理并通过螺纹元件输送。螺纹元件通过一个模具或其它带压装置将热熔物形成各种形状排放,用于下游的加工处理步骤。
任何TSE工艺段的关键在于机筒内的旋转螺杆。螺杆通常分段安装在轴上。在这种情况下,传输到轴的扭动力成为用于加工物料的力量/扭动力的限制因素。用于TSE的螺杆也能够进行一体式设计,具有显著提高扭转力传输的可能性。
OD/ID比例(螺杆外径/螺杆内径)和通道深度是重要的TSE设计参数,因为这些参数表明了可用的自由体积和扭矩。螺杆元件的外径、内径和螺纹深度的图解说明如图6所示。随着通道深度的增加,ID减少,并产生更少的可获得轴扭矩。自由容积和扭矩的最佳平衡是很重要的,因为二者都代表边界条件,可能会限制可获得的物料产出率。
2、机筒结构
双螺杆挤出机的机筒结构和单螺杆挤出机的机筒结构形式一样,也分整体式机筒和分段组合式机筒。机筒结构形
在双螺杆挤出机中,啮合异向旋转双螺杆和锥形双螺杆挤出机一般多采用整体式机筒;只有少数大型挤出机采用分段组合式机筒,目的是为了方便机械加工和节省一些较贵重的合金钢材。
啮合同向旋转双螺杆挤出机多数采用分段式机筒。分段式机筒分成长度相等的几段,有的机筒上开有加料口,有的机筒上开有排气口,有的机筒上开有添加剂口,然后用螺钉把各段连接成双螺杆的组合机筒。
3、双螺杆的承受轴向力用轴承布置
双螺杆在挤出工作时产生的轴向力和单螺杆在挤出工作时产生的轴向力相似或高于单螺杆挤出时的轴向力,这么大的轴向力应需要较大规格的轴承来承担,由于双螺杆的工作布置限制了承受螺杆轴力用轴承的布置空间,所以轴承布置有多种方案。

1、磨损情况:由于打开方便,所以能随时发现螺纹元件、机筒内衬套的磨损程度,从而进行有效的维修或更换。不至于在挤出产品出现问题时才发现,造成不必要的浪费。
2、降低生产成本:制造母粒时,经常需要更换颜色,如果有必要更换产品,在数分钟时间内打开开启式的加工区域,另外还可通过观察整个螺杆上的熔体剖面来对混合过程进行分析。目前普通的双螺杆挤出机在更换颜色时,需要用大量的清机料进行清机,既费时、费电,又浪费原材料。而剖分式双螺杆挤出机则可解决这个问题,更换颜色时,只要几分钟时间就可快速打开机筒,进行人工清洗,这样就可不用或少用清洗料,节约了成本。
3、提高劳动效率:在设备维修时,普通的双螺杆挤出机经常要先把加热、冷却系统拆下e5a48de588b67a686964616f31333365653936,然后再整体抽出螺杆。而剖分式双螺杆则不用,只要松开几个螺栓,转动蜗轮箱手柄装置抬起上半部分机筒即可打开整个机筒,然后进行维修。这样既缩短了维修时间,也降低了劳动强度。
4、高扭矩、高转速
目前,世界上双螺杆挤出机的发展趋势是向高扭矩、高转速、低能耗方向发展,高转速带来的效果即是高生产率。剖分式双螺杆挤出机即属于这个范畴,它的转速可达加500转/分钟。所以在加工高粘度、热敏性物料方面具有独特的优势。