南京迈亚橡塑机械制造有限公司
专注于双螺杆挤出机品牌
诚信为本,服务至上
1395203660013376059068
1395203660013376059068

热门关键词: 三螺杆挤出机 双螺杆挤出机 双螺杆配件 双螺杆造粒机
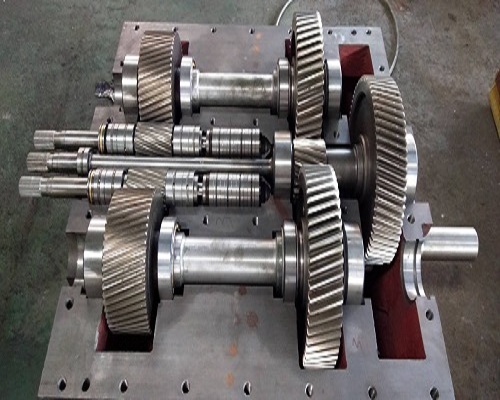
双螺杆挤出机已被广泛应用于橡塑和和各种产品的加工,可能大家对它的工艺条件和原理还不是很了解,其实它的工艺需要在塑化区、稳定化处理区及脱挥等区域进行,下面,小编就为大家详细介绍一下双螺杆挤出机的工艺条件及工艺原理。

1、塑化区。
塑化区是加热投入的树脂而形成熔融状态。此区域的加热温度、时间等条件,只要使具有特定不稳定末端基团的含氟聚合物呈熔融状态,就没有特别限制。
在塑化区域的后半部分,优选设置脱挥孔,在常压下或减压下除去至少一部分挥发性成分。则可以降低后述的稳定化区域中挥发性成分的分压,可以有效地促进稳定化处理。
2、稳定化处理区域。
稳定化处理区是进行熔融混炼并将特定不稳定末端基团转变成一CF2H.稳定化处理区域优选使用没有推进力的捏合圆盘而形成。在此熔融混炼是在水和氧气存在下进行。可以直接导人纯水、离子交换水等或者水蒸汽;也可以伴随着待处理的含氟聚合物导人。
3、脱挥区域。
脱挥区域是除去由于特定不稳定末端基团的分解等产生的高温挥发成分。绝对压力根据熔融混炼物的熔融状态、混炼机的螺杆运转条件而不同,通常减压至熔融混炼物不侵入排气喷嘴的程度,可以为0.01~0.1MPa,温度控制在25O~C左右嘲。

1、接通电源按工艺把温控仪表调到一定的温度进行加热,等到温度到了以后,要保温3小时对料筒里的物料进行软化,然后把温控仪表调到工艺要求的温度进行控制。
2、开启主机在开启主机时要注意电机的电流大小,如果电流过大,这时不能将速度调上去,要检查料筒里的物料是否被软化,或挤出机有没有故障,一定要等到正常后,将速度调到制品所需要用的转速进行生产。
3、开启辅机喂料机、牵引机、切割机。