南京迈亚橡塑机械制造有限公司
专注于双螺杆挤出机品牌
诚信为本,服务至上
1395203660013376059068
1395203660013376059068

热门关键词: 三螺杆挤出机 双螺杆挤出机 双螺杆配件 双螺杆造粒机
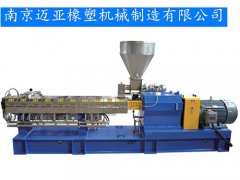
实验室螺杆挤出机的构成很简单主要包括传动、加料设备、料筒、螺杆、机头和口模等六个部分,它比较适合工程塑料、改性塑胶、色母粒的混炼加工实验,同时具有塑化均质、着色打样、填充改性等功能,下面,小编就为大家介绍一下实验室螺杆挤出机的构成及其参数。

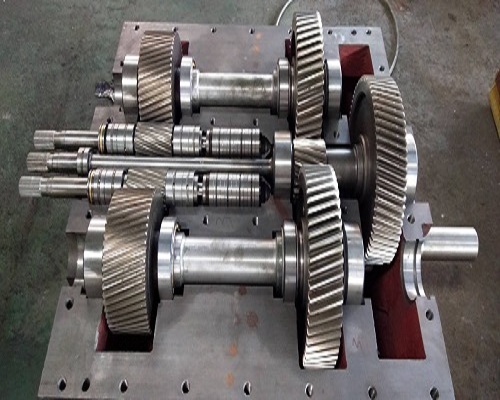
其主要包含:传动、加料设备、料筒、螺杆、机头和口模等六个部分。传动部分一般由电动机,减速箱和轴承等组成。在小型挤出机挤出的过程中,螺杆转速有必要安稳,不能随着螺杆负荷的变化而变化,这样才能保持所得制品的质量均匀共同。
但是在不同的场合下又要要求螺杆能够变速,以到达一台设备能够挤出不同塑料或不同制品的要求。因而,本部分一般选用交流整流子电动机、直流电动机等设备,以到达无级变速,一般螺杆转速为10~100转/分。
传动系统的作用是驱动螺杆,供给螺杆在挤出过程中所需要的力矩和转速,一般由电动机、减速器和轴承等组成。而在结构根本相同的前提下,减速机的制作本钱大致与其外形尺寸及分量成正比。因为减速机的外形和分量大,意味着制作时耗费的资料多,另所使用的轴承也比较大,使制作本钱添加。
相同螺杆直径的挤出机,高速高效的挤出机比常规的挤出机所耗费的能量多,电机功率加大一倍,减速机的机座号相应加大是有必要的。但高的螺杆速度,意味着低的减速比。
相同巨细的减速机,低减速比的与大减速比的相比,齿轮模数增大,减速机承受负荷的能力也增大。因而减速机的体积分量的增大,不是与电机功率的增大成线性份额的。
如果用挤出量做分母,除以减速机分量,高速高效的挤出机得数小,普通挤出机得数大。以单位产值计,高速高效挤出机的电机功率小及减速机分量小,意味着高速高效挤出机的单位产值机器制作本钱比普通挤出机低。

1. 螺杆直径:20、25、30可选
2. 长 径 比:40,其他长径比(10~30倍)可选
3. 螺杆转向:平形同向
4. 螺杆转速:0-120rpm变频调速
5. 螺 杆:40CrNiMo铬钼合金特种工具钢,螺杆带有喂料段、输送段、压缩段和混合头,经硬铬抛光,超精衍磨等工艺处理,氮化层深度0.4-0.7mm,氮化硬度HRC55~60
6. 料 筒:采用双金属材质,可以更换的硬质合金耐磨内套,按照不同功能排列的多节筒体组合
7. 组合方式:螺杆套件为积木式螺旋组合,机筒多段组合式
8. 加 热 区:料筒4区铸铝加热器,机头2区加热器,外覆不锈钢安全风罩
9. 冷却装置:料筒全段采用软水循环冷却
10. 驱动功率:2.2~4KW齿轮减速电机
11. 熔体温度和压力:0-35Mpa,传感器可精确监测压力和温度变化,自动控制主机运转

12. 喂 料 器:0-50rpm变频调速螺旋强制下料
13. 真 空 泵:水循环真空脱气装置(可选)
14. 过滤网罩:5-40微米孔径滤网,采用快速换网器
15. 电 源:3∮.AC380V.50Hz三相五线
16. 电控系统:PLC可编程序彩色触摸屏,人机界面作业系统,挤压进程可动态显示和监视
17. 挤出模头:快换机头,出条数2-¢3(√圆柱形 □空心形 □片材形)
以上就是小编的介绍,希望对大家有所帮助,想要了解跟对资讯敬请关注本站的新闻资讯。